سرپیک برش چیست و چگونه کار می کند؟
سرپیک هوابرش یکی از کاربردیترین ابزار مورد استفاده در پروژههای جوشکاری به ویژه برای برش زدن فلزات گوناگون و جوشکاری روی اقسام فلزها است. تصور کنید قصد برش فلزی سخت چون فولاد و یا آهن را دارید؛ چگونه و با چه ابزاری این کار را میتوانید انجام دهید؟ آیا سرپیک برش یک تکه برای این کار مناسب است یا سرپیک دو تکه؟
در این مقاله از ابزارپیشتاز قصد داریم توضیح دهیم که سرپیک برش چیست؟ نحوه تنظیم و نحوه کار با سرپیک برش چگونه است؟ و همچنین در رابطه با انواع سرپیک برش هوا اطلاعاتی را ارائه دهیم. با ما همراه باشید.
سرپیک برش چیست؟
سرپیک برش (Cutting Torch) یکی از ابزارهای اصلی در فرآیند برش حرارتی فلزات است که با استفاده از شعلهی گاز داغ و اکسیژن، فلز را تا نقطه اشتعال گرم کرده و سپس آن را به صورت کنترلشدهای ذوب و جدا میکند. این ابزار بهویژه در صنعت جوشکاری، ساختوساز، خطوط تولید، آهنگری، تعمیرات سنگین، اوراقکاری، پالایشگاهها و صنایع پتروشیمی کاربرد گسترده دارد.
سرپیک برش، در واقع ابزاری است که جریان گازهای سوختنی (مانند استیلن، پروپان، بوتان یا متان) را با اکسیژن مخلوط کرده و از طریق نازل یا نازلهی خروجی، شعلهای بسیار داغ و متمرکز تولید میکند. این شعله به سطح فلز برخورد میکند و آن را تا دمای اشتعال فلز (معمولاً بین 800 تا 1000 درجه سانتیگراد) بالا میبرد. پس از رسیدن به دمای مناسب، با فشاری از اکسیژن خالص به فلز ضربه وارد میشود که باعث واکنش شیمیایی اکسیداسیون فلز و در نتیجه برش سریع و تمیز آن میگردد.
بر خلاف تصور عمومی، در سرپیک برش این خود شعله نیست که فلز را میبرد؛ بلکه شعله فقط برای پیشگرمایش فلز به کار میرود. بخش اصلی عملیات برش توسط جریانی از اکسیژن خالص انجام میشود که فلز گرمشده را به اکسید فلزی مذاب تبدیل میکند و آن را از محل برش خارج میسازد. این تفاوت مهم است زیرا این فرآیند را از سایر روشهای برش (مانند برش پلاسما یا برش مکانیکی) متمایز میکند.
انواع سرپیک برشکاری
سرپیک جوشکار مطابق با اندازه فشار گاز خروجی سرپیک به دو گروه سرپیک جوش کمفشار و پرفشار دستهبندی میشود؛ زیرا فشار گاز با ضخامت فلز مورد نظر جوشکاری در ارتباط است. اغلب تنظیم فشار گاز خروجی به وسیله شیر در سرپیک جوشکاری صورت میگیرد. اما باید گفت که این امکان در همه سرپیکها موجود نیست چون بعضی از سرپیکهای جوش صرفا فشار پایین یا فقط فشار بالا هستند و نمیتوان در آنها فشار گاز را تنظیم کرد. نکته دیگر اینکه سرپیک جوشکاری اکسی-گازی با توجه به نوع سوخت مصرفی، تعداد شیر کنترل، تک یا دوبل بودن خروجی، سایز دسته، طول لوله نازل، سایز خروجی نازل و شکل مستقیم یا زاویه دار لوله ای در انواع متنوعی تقسیم بندی میشوند.
نحوه کار با سرپیک برشکاری (دستورالعمل خاموش و روشن کردن) و انجام تنظیمات آن، چگونه است؟
شاید برات سؤال باشه که اصلاً سرپیک برش چطور کار میکنه؟ این وسیلهای که باهاش فلز رو مثل کره میبرن، دقیقاً چهجوری اون قدرت حرارتی رو ایجاد میکنه؟ چه مراحلی داره برای استفاده درست و ایمن؟
بیاید قدمبهقدم بررسی کنیم:
1. رگلاتور گاز و اکسیژن را به سیلندرهای مخصوص متصل کنید
شیلنگهای مربوط به دستگاه به طور معمول در دو رنگ آبی و قرمز یا آبی و سبز طراحی شدهاند. شلنگ آبی یا سبز مربوط به مانومتر اکسیژن و شلنگ قرمز مربوط به رگلاتور گاز است؛ بنابراین باید شلنگها را به درستی به رگلاتور مربوطه متصل کنید.
برای اینکه در تشخیص این شلنگها دچار مشکل نشوید، شلنگ گاز حدوداً ۲ میلیمتر بزرگتر است. بعد از نصب شلنگها بر روی رگلاتورهای مربوطه، از آچار جهت سفت کردن اتصالات نیز استفاده کنید.
2. اطمینان حاصل کنید که مسیر مانومتر گاز بسته است
از آن جایی که استیلن در فشار بالای ۱۵ میتواند خطر اشتغال و یا انفجار را به همراه داشته باشد؛ بنابراین شیر مربوط به رگلاتور گاز یا همان مانومتر استیلن را کاملاً بچرخانید و سفت و محکم کنید تا مسیر جریان حرکت گاز مسدود شود.
3. شیر مخصوص سیلندر گاز را باز کنید
شیری که بر روی کپسول گاز وجود دارد را به آرامی باز کنید. باز کردن شیر باید به اندازهای باشد که خروجی مناسب گاز حاصل شود. این امر هم از خطرات احتمالی ناشی از فشار بیش از حد گاز جلوگیری میکند و هم در صورت بروز حادثه، خیلی سریعتر میتوانید جریان گاز را قطع کنید.
4. شیر مربوط به رگلاتور استیلن را باز کنید
همان شیر رگلاتور گاز را که قبلاً سفت کرده بودید، به آرامی باز کنید تا فشار بین ۵ تا ۸ psi قرار بگیرد.
5. برای تخلیه گاز، شیر روی دستگاه برشکاری را باز کنید
با باز کردن شیر تخلیه گاز روی دسته برش، ابتدا هوا و سپس گاز خارج میشود. در این مدت باید به فشار گاز خروجی نیز توجه کنید.
6. بعد از بستن شیر مربوط به رگلاتور اکسیژن، شیر مخصوص سیلندر اکسیژن را باز کنید
دقیقاً مشابه کپسول گاز، در مورد کپسول اکسیژن نیز اول باید ابتدا از بسته بودن شیر مانومتر اکسیژن اطمینان حاصل کنید؛ سپس شیر سیلندر اکسیژن را باز کنید.
7. خیلی آهسته و آرام اقدام به باز کردن شیر ممبران مانومتر اکسیژن کنید
در این مرحله به آرامی شیر اکسیژن را باز کرده و دقت کنید که فشار اکسیژن باید در بازه ۲۵ تا ۴۰ psi قرار داشته باشد.
8. در انتها، شیری که روی دستگاه برشکاری برای تخلیه اکسیژن تعبیه شده است را باز و بسته کنید
باز و بسته کردن شیر اصلی شلنگ برشکاری، شما از عملکرد درست آن مطمئن میکند. سپس شیر دیگری که نزدیک بخش برشکاری تعبیه شده است را باز نمایید.
اجزا تشکیل دهده سرپیک برش
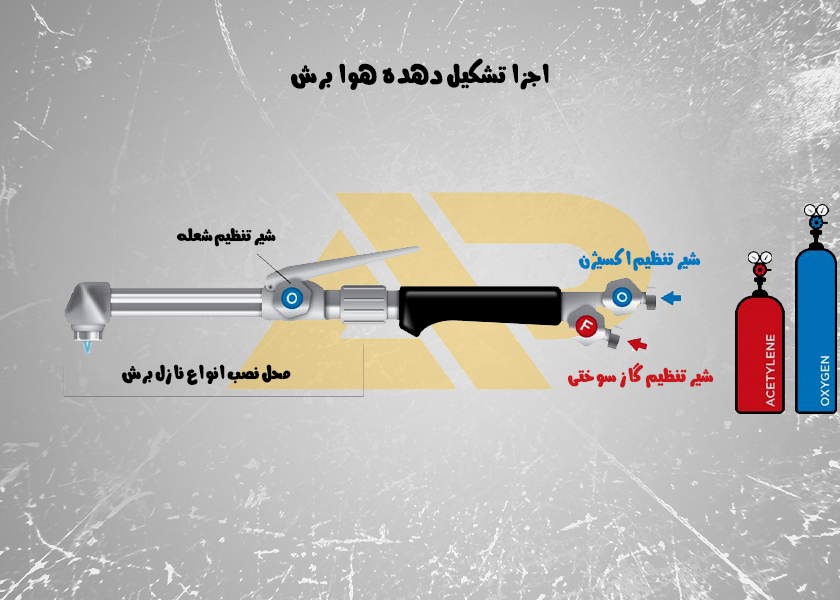
از مهمترین اجزای سرپیک هوا برش میتوان به موارد زیر اشاره کرد:
- رگلاتور: از رگلاتور برای تنظیم کردن فشار گاز استفاده میشود.
- شلنگ گاز: شلنگ گاز وسیلهای است که از آن برای انتقال مواد سیال استفاده میگردد. شلنگهای به کار رفته در دستگاه برش هوا گاز به دلیل اینکه دچار نشتی و صدمه نشوند، از ضخامت بیشتری نسبت به شلنگهای معمولی برخوردار هستند.
- شیرهای یک طرفه: شیرهای یک طرفه که به آنها چک ولو نیز گفته میشود، به گونهای عمل میکنند که اجازه عبور مواد سیال را تنها از یک جهت میدهند.
- فلاشبک: فلاشبک یا شیر بازدارنده، در واقع مانع از ورود مجدد گاز و اکسیژن به درون سیلندر و احتمال آتش سوزی میشوند.
- مشعل: دستگاهی است که با ترکیب میزان مشخصی از اکسیژن و سوخت مورد نظر میتواند انرژی را به گرما تبدیل کند.
از دیگر اجزای سرپیک هوا برش میتوان به کپسولهای هوا و گاز و دسته سرپیک نیز اشاره کرد.

